


图文解析液压设备的安装
- 作者:液压网
- 时间:2012-10-25
- 阅读:899

1.液压管的安装
(1)基本条件选择液压油管必须有足够的强度,管内壁必须光滑、清洁、无砂、无锈蚀、无氧化较等缺陷,对长期存放的管子,考虑其腐蚀的影响,在使用前必须进行酸洗,洗后要检查是否耐用(油管质量差主要表现为管壁厚薄不均匀或钢丝层拉力不足、拉织不紧而使承压能力降低)。
(2)配管的洋接与安装系统用配管用不锈钢********时,焊接常采用充氢气保护的氢弧焊工艺。焊接时要求除焊口外两侧管端均封死,对接管内充满氢气,并对焊口进行氢弧打底手弧填满。未按焊接工艺要求施工,切开焊口区域,可发现焊口呈多孔海绵体状,极不规则。这种状态的焊口根本不能保证焊接强度,极易发生泄漏。焊接时电流不宜过大,否则会造成滴瘤,影响油液在管道内的流动状态从而引起不必要的压力损失。

系统法兰焊接是配管制作中的难点。如果焊接工艺不对很容易发生法兰变形凸起的情况。焊接时环境温度过低、焊接区与非焊接区及焊层间温差大会造成法兰壁应力分布不均引起焊接质量差。采取相应措施(如感应加热等)保证焊接区与非焊接区间温差不大,焊层间温差保持不超过200℃。可有效地解决法兰变形问题。
利用探伤来检查焊口质量是一种常用方法。常用探伤的方法有:X-射线探伤、超声波探伤等,但都有一定的局限性。比如X-射线探伤对于壁厚大于18mm的焊口就不能准确判定。超声波探伤同样存在相似的问题,而且超声波探伤不能对焊口的缺陷定量分析。采用两种探伤方式相结合,有利于检查出不合格焊口。
在安装过程中,因安装需要,油管须切断时,断面与轴线方向垂直度为90°±1/2°。
同时锐边须倒钝并清除铁屑。安装管道时,如果管子最大允许弯曲度为10%,弯管半径大于三倍管外径,要考虑管线最短,转弯要少,管子支承距离不能过大,支承不得有松动,硬管允许的最大支撑间距与最小弯曲半径如表10-1所示。
管路的最高点必须设有排气装置,以便启动时放掉管路中的空气。
安装吸油管时,不得漏气,以免吸人空气,引起爬行;吸油管阻力也不应太高,否则会引起气蚀。
回油管要伸到油箱油面以下,么防止飞溅引起气泡,用作溢流阀的回油管一定要通过油箱,不得和泵的人口相通,否则,引起油温升高很快。
(3)软管的安装在用橡胶管作液压管时,为保证高压软管的正常工作及延长使用寿命,在安装高压软管时应注意以下原则:
1)避免急剧弯曲。软管安装后的弯曲半径应不小于软管外径的8-10倍,软管两端接头的根部不允许有弯曲,应保留一定的直线区段,其长度不小于软管外径的6倍。为避免急
剧弯曲,可采取在软管外部绕弹簧或支撑钢带等方法,使之弯曲平缓。
2)不允许出现扭曲。在拧紧软管两端接头的过程中容易出现这种毛病,它会使钢丝编织层的编织角发生变化,使软管受力不均,承受压力下降。为避免扭曲,可在装配前用粉笔在软管上划一条与中心线平行的直线,以便于检查安装后的软管是否拧扭。
3)在长度方向仁应有一定的松弛量,不可使其处于拉紧状态,在更换新软管时更应注意这一点。因为软管通人高压油后,其全长有3%~4%的收缩量,面液压缸在升降过程中有一定幅度的摆动量。若软管长度不够,可用两根软管通过过渡接头连接的方法加长。
4)应尽量避免软管与机器或驾驶棚等处接触和摩擦,以防止外胶层与钢丝编织层发生磨损。在可能与外界发生机械摩擦的区段,应包缠帆布带或套橡胶管加以保护。
5)对于液压操纵的牵引式农具(或自卸拖车),在农具与拖拉机之间的软管接头处应安装安全接头,以防止因农具脱钩后而导致软管拉断和漏油。
2.液压元件的安装
(1)概述在安装液压元件时,元器件都必须进行压力和密封试验。液压泵及其传动,必须有较高的同心度,即使是挠性联轴器也要尽量同心,必须保证同心度在O.1mm以下,倾斜角不大于l°。各种控制阀应注意进油口与回油日的具体方位不得反接。
用法兰安装的阀,固定螺钉不能拧得太紧,应根据产品的具体要求确定,因为太紧有时反而会造成接口密封不良或单面压紧现象;液压缸的安装应考虑热膨胀的影响,在行程大和温度高时,必须保证缸的一端浮动,同时,液压缸的密封圈不要装得太紧,特别是U形密封圈,以免引起工作阻力太大。
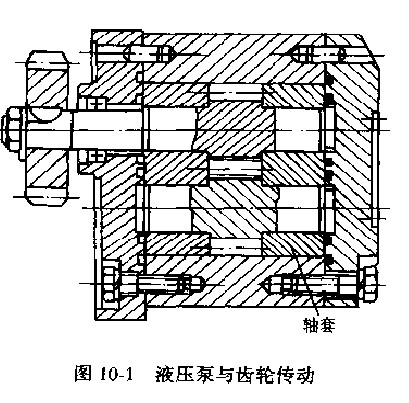
(2)液压泵和液压马达的安装液压泵和液压马达都有这样的安装要求:泵和马达轴端一般不得承受径向力,不得将带轮、齿轮等传动零件直接安装在泵和马达的轴上。未按上述要求会造成故障,导致经济损失。例如某德国产ABG423沥青混凝土摊铺机熨平板提升机构的液压泵,是通过齿轮传动来连接,如图10-1所示。
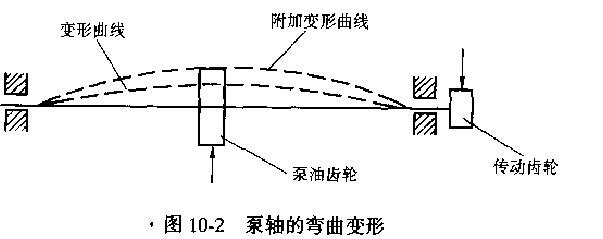
这类液压泵是齿轮泵,摊铺机经常在使用过一段时间后就出现熨平板提升速度慢,甚至提不起来的故障。究其原因几乎毫无例外地是该液压泵的内泄过大造成的。通过拆检可发现,液压泵扫膛严重,造成内泄:引起扫膛的原因是由于轴承的磨损和轴的弯曲变形,拆检也可发现泵轴承一般都没有磨损超差,说明轴的弯曲变形是造成扫膛的主要原因,而该泵安装不正确是导致这一问题最根本原因,如图10-2所示。
由于该齿轮泵是通过齿轮传动来连接的,齿轮传动会产生径向力,正是这一径向力加在齿轮泵的悬臂轴上,引起附加挠曲变形,造成了扫膛→压力低→提不起熨平板的故障。
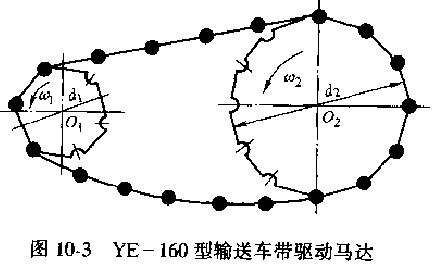
某YE-160型输送车带驱动马达如图10-3所示,主动链轮由液压马达驱动,被动链轮带动输送带辊。
该马达经常出现漏油现象,密封圈更换不足1个月就开始漏油。由于该车是在飞机场使用,机构对漏油的限制要求特别高,即所有靠近飞机的车辆严禁漏油,所以维护人员只有不停地更换油封,造成人力、财力和时间上的极大浪费。
该液压马达通过链传动来驱动带轮,由于链传动也会产生径向力,油封承受径向力后变形,导致漏油。
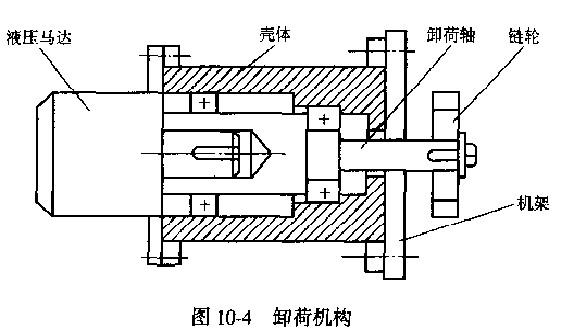
采用如图10-4所示卸荷机构液压马达不再承受径向力,漏油问题得以解决。
(3)油箱及过滤器的安装为了保证液压泵的允许吸入真空度和液压油的清洁,一般都要求泵安装时尽量靠近油箱,且油箱的位置应高于液压泵,同时在油路上安装过滤器。有些设备的一些故障就是由于忽视这个问题所引起。例如某液压设备常常发生行走无力,爬坡能力不强,甚至无法行走。设备行走无力或根本不行走。其油箱的安装位置靠近液压泵,位置也比泵高,并安装了过滤器,但是为什么又会出问题呢?
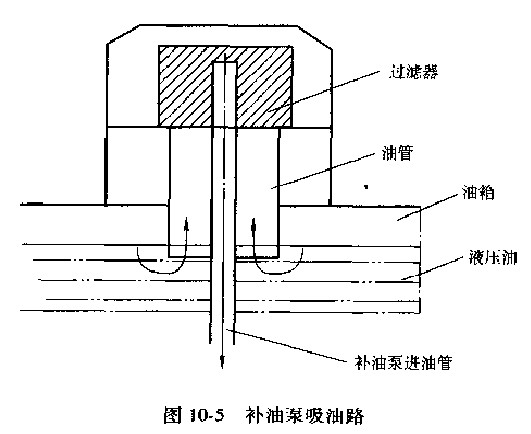
该液压系统是闭式系统,主泵的油是通过补油泵来供给的。补油泵不但补充主油路因泄油而损失的油液量,而且要将主油路
中的热油置换出来进行散热,防止油液的温度过高,同时提供变量机构的压力源:从图10-5中可以看出,该补油泵的液压油是通过油管的虹吸作用,再通过过滤器后才到达补油泵。虹吸会产生真空度,通过过滤器产生压力损失,二者相加,补油泵吸油口的真空度很大,从而导致补油泵吸油不足,甚至断油。一旦发生断油,变量操纵机构无法正常工作,主油路的热油得不到充分置换,油温升高。
拆检液压泵,发现主泵内部有油液炭化的沉淀物,这说明液压泵曾经出现过油温很高的状况。如果这种故障持续时间过长,山于油液温度过高,不仅会使液压泵的配油盘等出现早期磨损,甚至会使液压泵失去工作能力。但由于整体油液温度并不高,甚至低于正常值,仅在闭式油路中循环的油液温度高,这样就会造成油温不高的假象。因为一般情况下,检查油液温度都是测量油箱里的油液温度,这就很容易造成故障诊断的困难和误判,应该引起足够的重视。因此要注意勤换过滤器,以保证进口压力真空度符合使用要求。


