


Һѹ��Ͳ���ǽӺϴ��ṹ��й©��ԭ��
- ����:�й�Һѹ��
- ʱ��:2011-01-31
- �Ķ�:122

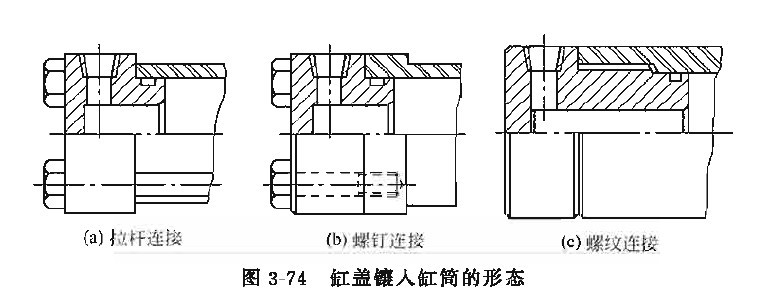
��Ͳ��ǵĽӺϣ������ڸ�Ͳ��ʱ�Ľṹ��̬��ͼ3-74��ʾ��������߽Ӻϴ�й©����Ҫ�ṹ��ԭ�����¡�
��1���ܷ�۵�����
��O���ܷ�Ȧ��Y�Ρ�U���ܷ�Ȧ�IJ۵�ֱ������ӹ��óߴ�������ܷ��Ե�ѹ����������װ��ʱ���������ܷ�Ȧ���ᱻ�л���
���ϵIJ���װ���ܷ�Ȧ�������Ͳ��װǰ��Ӧ�����α꿨����ܷ�Ȧ���⾶��С����������£�O���ܷ�Ȧ��ѹ��������ֱ���ߴ���Ӧ��0.6~0.7mm��Y�Ρ�U���ܷ�ȦӦ��0.6~1.5mm��ѹ�������������ϲ۵�ֱ������Ӧ���ܷ�����мӹ����涨�ߴ硣
��2���ܷ�ۿ��ȹ�խ
O�·���ͨ�����ʵ�ѹ������������ܷ�Ȧ���淢�����Σ������ܷ�۵Ŀ��ȷ�����չ�������ܷ����õġ�����ܷ�ۿ��ȹ�խ���ܷ�Ȧ����չ�ܵ����ֵ����ƣ���װ�˸ױ���ʱ�ֲ��ܽ��ܷ�Ȧȫ��ѹ�˲��ڣ���ʱ��O���ܷ�����ܷ�۵ļ�����ױڶ���֮�䱻��������ͼ3-75 (a)��ʾ����ͬ�ĵ�����Y����U���ܷ�����䴽Ե�ⲿ���ſ��ģ�װ�˲��ں�Ե�ܼ�ѹ���ܷ�ۿ��ȷ��������쳤�����ۿ��ȹ�խ����Ե���ڲ��⣬��װ������ʱ���ױ����ϣ���ͼ3-75 (b)��ʾ��

��3����Ͳ���浹�Dz���Ҫ��
��Ͳ����ĵ���Ӧ���ɴ��Բ�ǻ���ȵĵ��ǣ���ͼ3-76��ʾ�����������һ��Ҫ�⻬����ë�̡���ĥ��Ͳ�ڿ�������ɽӽ����ĺۼ�������ë�̣�Ӧ���ü�ϸ��ɰֽɰ
ȥ���Ա������ܷ�Ȧ��
��4��������ƽṹ����
�ڸ��е����������˸�Ͳ�����Ƶ����ӽṹ�У�����Ͳ�����Ƶ������ھ����ܷ�Ȧ�⾶�ߴ�Сʱ���ڸ����������װ��ʱ���ܷ�Ȧ��������ͼ3-77��ʾ����ȷ���ױ�����ھ�ʱ��Ӧ���ǵ��ܷ�Ȧ�ھ�������״̬�µijߴ磬��ʹý���ھ���Ӧ�Ӵ�

��Ͳ�ϴ������ƵIJ�λ��������ĩ�˴����������ֵĹ������������Dz���������ë�ݻ������ڴֲڣ�š�˸�ʱ�������ܷ����������Ӧ��ϸ�ӹ����ǣ����������£�Ҫ�����ܼӹ���һ��"����"��״����ͼ3-78��ʾ��

��5����������ѹ��������
�����Ͳ������������ʱ����������˨�նȲ��㣬ʹ��ʱ�����쳤���Σ������Ͳѹ�����ò��������ͷ�����ܷ������й©����ʱӦ���ø�ǿ�ȵ��ʸ��Ƴ��ݠ������š����
(6)�ף������ں�̫���������˩���̫��
���ף������ں��������˨λ�ü�����ʱ��Һѹ������ѹ�������£���ý˨��İ�ڻ��������������ض�������������ͼ3-79 (a)��ʾ��ͬ��������£��ڸ����Ͳ�����ڼ�Ҳ�������ֲ���϶����ͼ3-79��b����ʾ��

������Ӹ���Ͳ�����ڱں����ӽ�����˨��Ŀ����������������
��7���ܷ�۹���
��ͼ3-80��ʾ���ܷ����ȹ����ܷ�����ܻ�ù涨��ѹ���������������й©�� �����������������������ӡ���ʵ��ֻҪ�ڸ����Ͳװ��ǰ�����ܷ������˴���ΪO���ܷ���������ܷ���ڣ���ѹ����������ָ���Դ����������ܷ��Ӧ���ڲ۵Ķ���0��30~0.50mm��Ҳ������ȳ߽��в�����
��8�����ӽṹ�����й©
�� ����й©���ӽṹ�ĸ��峣�ں������ƴ�����й©�����Ʋ�����ԭ��Ϊ���ӷ��������ղ�����ɣ��纸���¿�����,�Լ���ǰ��Ԥ�ȡ�����Ļ��䡢���ӵ�����ѡ����****��ʪ��****�뺸�Ӳ��ϵ������Բ��������Ӵ���������δԤ�����ȡ�
�� ����ȱ�ݸ���ĺ���һ������൱����ȣ�ʩ��ʱ��ֶ����У�ÿ�㺸���������δ������ף�����ɰ��ѵȺ���ȱ�ݣ���Щ�ڲ�ȱ�����´�ͨ��������й©��


